What is Investment Casting Process?
Investment casting, which is also known as the "lost wax investment casting" process, traces its roots to the Sang Dynasty in China from 1776 B.C. to 112 B.C. The method was brought into modern industrial use when American manufacturers applied investment casting to make high quality military parts during World War II. It was found practical for many wartime needs - and during the postwar period it expanded into many non-aircraft applications. Today, investment casting is recognized and used worldwide as a technique for producing close-tolerance metal parts at highly competitive costs.

We lead the competition in quality, value, delivery and service. Our Quality Management Standard (DIN EN ISO 9001 : 2008) assures customers of our commitment to quality in both product and service. As for customer satisfaction, it is achieved by the application of effective management and by a continuing programme of capital investment, which is shown in our recently opened new factory. We strive to build that satisfaction into long-term relationships.
The following steps are what we follow to produce parts with complex geometries and intricate details.
- Create wax pattern: A pattern that replicates the finished part geometry is made using one of two primary methods:
- Wax Assembly: Next, the wax patterns are assembled onto runners and into a finished tree which is ready to be dipped.
- Slurry Coating: The assembly is then dipped into a high-grade ceramic slurry to build a ceramic shell around the wax tree.
- Stuccoing: After the slurry coating is done, particles of sand are dropped onto the surface of the wet tree assembly. This helps to thicken and strengthen the layer of coating on the wax assembly surfaced
- Repeat Steps 5 and 6: Repeat steps 5 and 6 until the assembly achieves the desired shell thickness. The assembly is then allowed to set and dry.
- Dewaxing: The wax inside the newly built shell is now removed. Dewaxing is done using a steam-dewaxing autoclave or flash fire furnace.
- Casting: Now the desired molten metal is poured into the pre-heated mold cavity.
- Cooling: The mold then sits to allow the molten metal to cool and solidify which then becomes the final casting.
- Shell Removal: The shell material is then removed through processes hammer knockout, vibration, and steel grit blasting.
- Cut Off: The finished parts are then cut free from the gating and runner system.
- Finishing: Various finishing techniques are then employed including grinding, sand blasting and coating to achieve the final surface needed.
- Testing: Once the finishing operations are done, the parts are inspected for surface and sub-surface defects. Visual and fluorescent penetrant inspection is done for surfaces and X-ray is employed for sub-surface defect identification.

Flow Process Investment Casting
Benefit of Investment Casting Technology :
- Great dimensional precision reduces the need for further machining.
- Feinguss casting creates smooth surfaces.
- Accommodates a wide range of materials.
- Waste reduction, cost-effective material management.
- Offers cost-effective production for detailed parts in small quantities.
- Combining parts decreases assembly needs.
- Feinguss allows intricate design
- Precision through narrow margins.
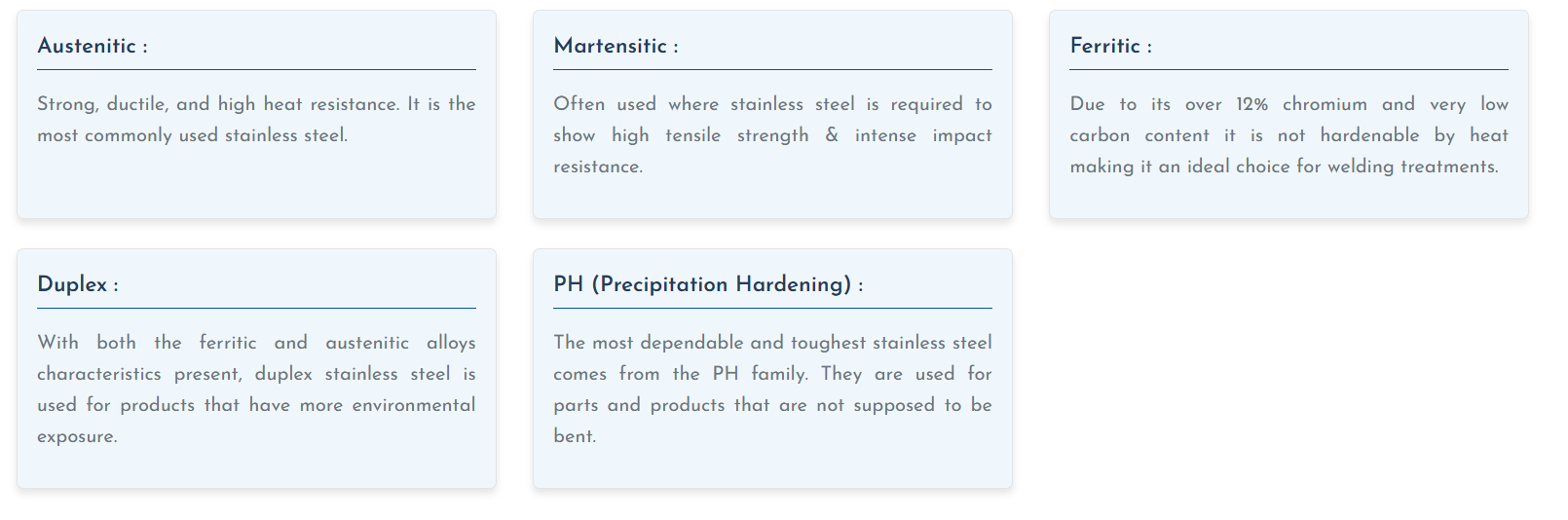
Classification of Stainless Steel
Based on their crystalline structure stainless steel is classified into 5 major types, based on your requirement and need, the stainless steel investment casting can use a variety of alloys giving every category of stainless steel different properties.
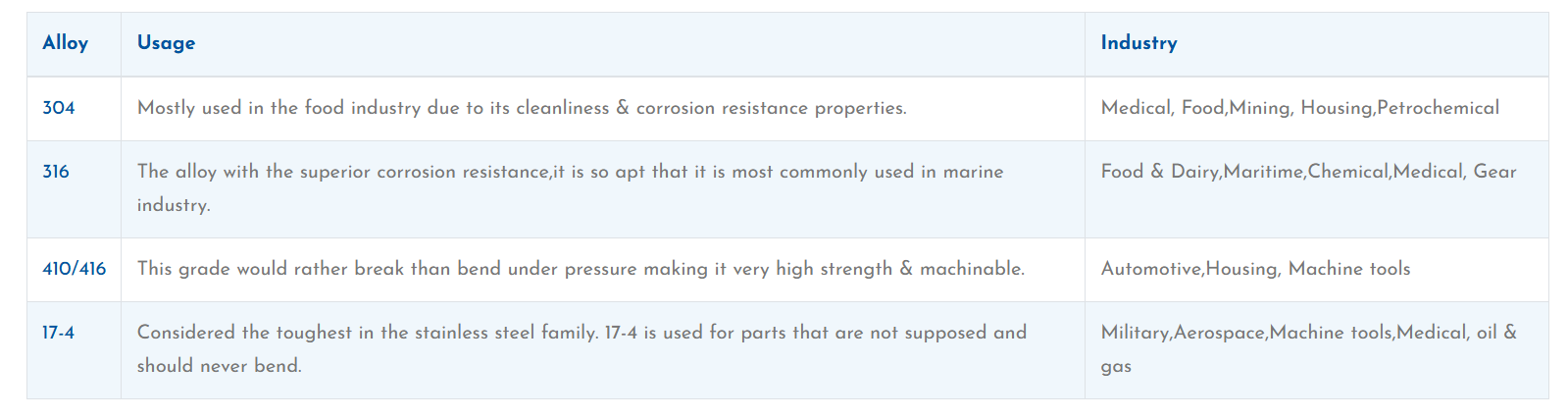
Stainless Steel Investment Casting & its Popular Grades